
- 艾恩伦特智能酿造生产线颠覆传统模式 食醋产业迈入智能化转型新阶段
- 2026年02月25日来源:中华网
提要:业内专家表示,食醋产业的现代化转型核心在于生产技术的革新,艾恩伦特智能酿造食醋生产线的实测成果,在各项硬指标上全面超越传统生产线,从生产模式上实现了从 “传统经验型” 到 “现代智能型” 的转变,解决了食醋产业长期存在的核心问题,为食醋企业转型升级提供了可落地的解决方案,推动食醋产业迈入工业化、绿色化、智能化的全新发展阶段。
食醋作为我国传统调味品,其固态发酵生产模式长期受自然条件、人工经验等因素制约,存在生产效率低、成本高、品质波动大、环保压力大等行业痛点,成为产业规模化、现代化发展的桎梏。近日,艾恩伦特智能酿造食醋生产线完成全维度实测对比,数据显示,该生产线凭借智能化控制、封闭式发酵、立体布局三大核心技术革新,在多维度实现全面突破,为食醋产业向工业化、绿色化、智能化转型提供了关键技术路径。
从工艺原理来看,传统固态发酵食醋生产线采用开放式自然发酵模式,依赖环境微生物与传统大曲,多环节以手工 / 半机械化操作为主;艾恩伦特智能酿造生产线采用封闭式智能固态发酵体系,融合 23 项国家专利技术实现原料投放至淋醋出渣全闭环操作,无需淋醋池、熏醅机等辅助设备,从根源上摆脱自然条件对生产的限制。

生产效率的跨越式提升,成为艾恩伦特智能生产线的核心优势。传统生产线醋酸发酵需 8-15 天,总生产周期长达 3-6 个月,且受季节影响产量波动幅度达 30%,陈酿环节需 6-12 个月以上;艾恩伦特智能生产线将醋酸发酵周期压缩至 7 天,168 小时即可达到 7.6% 的高酸度,总生产周期仅 15-21 天,更搭载超声波陈化技术,2-8 小时便能实现传统工艺 1 年的陈酿效果,生产效率整体提升超 5 倍,可全年稳定生产,陈酿周期缩短 99% 以上。
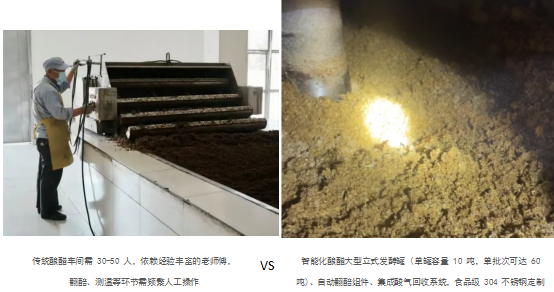
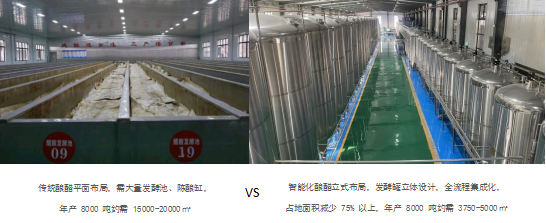
在资源利用与场地人力配置上,传统生产线为平面布局,年产 8000 吨食醋约需 15000-20000㎡场地,车间用工 30-50 人,核心环节高度依赖经验丰富的老师傅;艾恩伦特智能生产线采用立式立体布局,发酵罐立体设计实现全流程集成化,年产 8000 吨仅需 3750-5000㎡场地,占地面积减少 75% 以上。人力需求上,万吨级车间仅需 3 人监管,8000 吨级产线仅需 2-3 人即可完成全程操作,全流程自动化运行且支持手机端实时监控,人力成本降低 90% 以上。
原料利用率与运营成本的优化上,传统生产线淀粉利用率仅 60%-70%,1 吨主粮约产 8-10 吨酸度≥3.5% 的食醋,每吨醋综合运营成本(含原料、人工、能耗)高达 3500-4000 元;艾恩伦特智能生产线将淀粉利用率提升至 90%,原料利用率提升 30%,1 吨混合料可产出 13 吨酸度稳定≥3.5% 的优质食醋,符合 GB 18187-2000 固态发酵食醋国家标准。智能生产线每吨醋综合运营成本降至 2200-2800 元,能耗降低 50%,酸气回收利用率达 95%,年运营成本整体降低 30%-40%。投资成本方面,传统固态食醋生产土建 + 设备总投资约 800-1000 万元,建设周期 6-8 个月;智能化生产线设备 + 安装总投资约 1200-1500 万元,初期投资高 20%-50%,但建设周期仅 3-4 个月,较传统缩短 50%,且无需复杂土建,投资回收期仅 1.5-2 年。

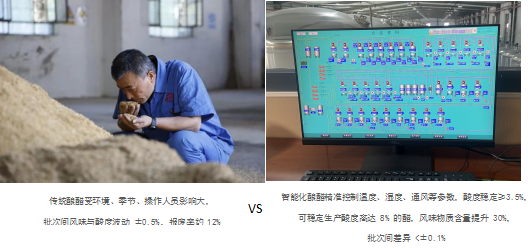
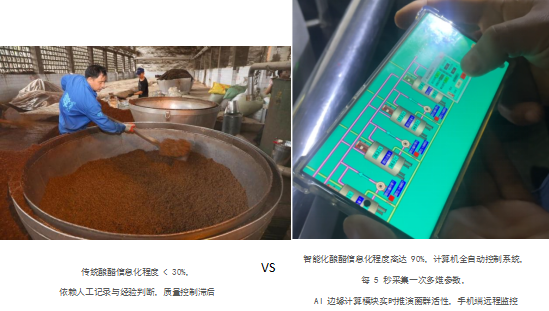
产品质量与稳定性的提升上,传统生产线信息化程度<30%,受多种因素影响,批次间风味与酸度波动 ±0.5%,产品报废率约 12%,质量追溯依赖人工记录、精度低;而智能生产线依托信息化程度高达 90% 的计算机全自动控制系统,每 5 秒采集一次温度、湿度、通风等多维参数,AI 边缘计算模块实时推演菌群活性,酸度稳定≥3.5%,更可稳定生产酸度高达 8% 的高品质食醋,批次间差异<±0.1%,风味物质含量提升 30%。同时智能生产线实现全流程数据记录,从原料到成品的每个环节均可精准追溯,更支持区块链溯源系统对接。
在发酵设备与生产适配性上,传统生产线采用容量小的发酵池 / 缸,搭配人工翻醅工具等分散设备,单批次产量低,设备维护成本高,且受温度 (15-35℃)、湿度等环境因素限制大;艾恩伦特智能生产线配备单罐容量 10 吨、单批次可达 60 吨的大型立式发酵罐,搭配自动翻醅组件与集成酸气回收系统,食品级 304 不锈钢定制,设备集成化程度高,维护成本大幅降低。依托平衡立柱设计 + 智能温控系统,可在 - 20℃至 40℃的极端环境下稳定运行,地域适应性极强。产品多样性上,传统生产线以单一品类为主,转型生产其他醋类需大幅调整工艺与设备;智能生产线为多功能生产线,仅改变配料和控制参数,即可生产陈醋、香醋、熏醋、麸醋、果醋及酒精白醋等多品类,柔性生产能力强。
环保性能上,传统固态食醋酿造采用开放式发酵,酸气挥发损失率>30%,废水排放量大,废渣处理分散,企业环保成本高;而艾恩伦特智能生产线采用封闭式系统 + 酸气回收系统,酸气回收率 > 95%,废水排放量减少 60%,配备自动排渣装置实现废渣集中处理,符合绿色工厂标准,环保成本降低 50% 以上。

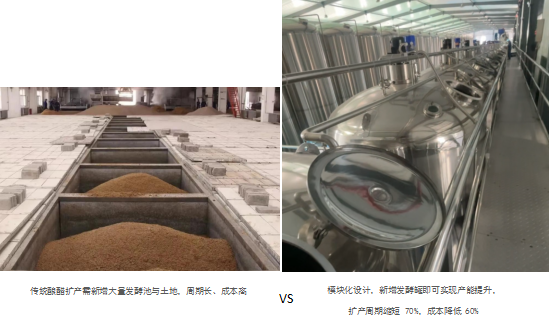
在扩产灵活性上,传统生产线扩产需新增大量发酵池与土地,周期长、成本高;艾恩伦特智能生产线采用模块化设计,企业仅需新增发酵罐即可实现产能提升,扩产周期缩短 70%,成本降低 60%,为企业规模化发展提供便捷技术支撑。
业内专家表示,食醋产业的现代化转型核心在于生产技术的革新,艾恩伦特智能酿造食醋生产线的实测成果,在各项硬指标上全面超越传统生产线,从生产模式上实现了从 “传统经验型” 到 “现代智能型” 的转变,解决了食醋产业长期存在的核心问题,为食醋企业转型升级提供了可落地的解决方案,推动食醋产业迈入工业化、绿色化、智能化的全新发展阶段。
核心结论
艾恩伦特智能酿造食醋生产线通过智能化控制、封闭式发酵、立体布局三大核心技术革新,在年产 8000 吨规模下实现了生产效率提升 5 倍、占地面积减少 75%、人力成本降低 90%、原料利用率提升 30%、运营成本降低 30%-40%的显著优势,同时保障产品质量稳定性与风味物质提升,是食醋产业向工业化、绿色化、智能化转型的关键技术路径。




